Un derrame de residuos peligrosos en una planta industrial no es solo un incidente operativo. Es una situación que puede afectar a la seguridad del personal, a la continuidad de la producción y al cumplimiento ambiental.
La diferencia entre un susto controlado y un problema serio suele estar en dos cosas: actuar con orden y tener un protocolo claro. En este artículo vas a encontrar una guía práctica para responder ante un derrame, qué pasos seguir de forma inmediata, cómo evitar errores comunes y qué medidas ayudan a reducir el riesgo de repetición. Si tu empresa genera este tipo de residuos, conviene tener interiorizadas las diferencias entre residuos peligrosos y no peligrosos y mantener un circuito estable de gestión de residuos peligrosos para evitar que un fallo puntual se convierta en un problema mayor.
Por qué un derrame de residuos peligrosos es un incidente crítico
Un derrame no siempre implica grandes volúmenes. A veces basta con una fuga pequeña, pero en un punto mal ubicado o con una sustancia incompatible, para crear una situación compleja. Además, en residuos peligrosos no solo importa el impacto visible, sino el riesgo asociado a:
- Exposición por contacto o inhalación
- Reacciones químicas con otros materiales presentes
- Contaminación de suelos, desagües o redes internas
- Generación de residuos secundarios por limpieza y absorbentes
- Necesidad de documentación y trazabilidad del incidente
Para dimensionar bien la gravedad, es útil conocer cuáles son los riesgos de los residuos peligrosos y cómo se evalúan según tipología, estado físico y condiciones del entorno.
Lo primero es asegurar la zona sin improvisar
Ante un derrame, la prioridad no es limpiar rápido. La prioridad es evitar que el derrame se expanda y proteger a las personas. Una actuación precipitada puede empeorar el problema.
Aislar y señalizar el área afectada
El primer movimiento operativo es controlar el acceso:
- Delimitar físicamente el perímetro
- Señalizar para evitar paso de personal no autorizado
- Detener tráfico interno de carretillas o vehículos si puede dispersar el residuo
- Evitar fuentes de calor o ignición si hay riesgo de inflamabilidad
Aislar no es “poner una cinta y ya”. Es impedir de verdad que se amplíe el incidente.
Identificar rápidamente qué se ha derramado
No se gestiona igual un derrame de aceite contaminado que un disolvente, un ácido o un residuo con metales pesados. Antes de actuar, hay que identificar:
- Nombre o descripción del residuo
- Envase de origen y posible causa de fallo
- Estado físico (líquido, sólido, lodo)
- Riesgos principales (corrosivo, inflamable, tóxico, reactivo)
- Compatibilidades con otros productos cercanos
Aquí muchas empresas fallan por un motivo simple: no tienen bien definido el residuo. Por eso, entender el código LER y cómo se clasifican los residuos ayuda a que el equipo no improvise y pueda actuar con base documental y técnica.
Activar el protocolo interno de emergencia ambiental
Si tu planta dispone de un plan de respuesta, el derrame es el momento de activarlo. Si no lo tiene, el objetivo debe ser seguir una estructura que se pueda replicar, con roles claros:
- Responsable de área
- Responsable de seguridad o PRL
- Personal formado para contención
- Comunicación interna y registro del incidente
El orden importa, porque la gestión posterior depende de cómo se actuó en los primeros minutos.
Contención del derrame sin agrandarlo
Contener es evitar que el residuo se desplace. Es un paso intermedio entre aislar y recoger. La contención debe adaptarse al residuo y al entorno.
Bloquear desagües y puntos de drenaje
Si existe riesgo de que el residuo llegue a:
- Sumideros
- Canaletas
- Redes de aguas industriales
- Drenajes exteriores
Lo prioritario es bloquear esos puntos con barreras, obturadores o materiales de contención. Un derrame que llega a red de drenaje multiplica la complejidad y el impacto.
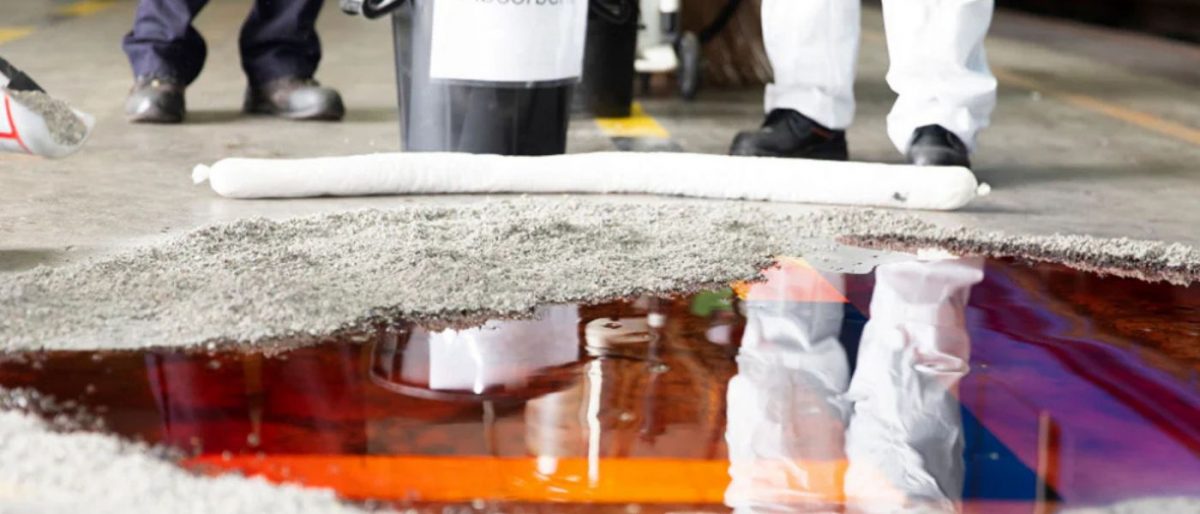
Crear un dique o barrera de contención
En derrames líquidos, suele aplicarse:
- Barreras absorbentes alrededor del derrame
- Diques con material inerte compatible
- Contención por perímetro antes de absorber el centro
La idea es clara: primero frenas, luego recoges.
Evitar materiales incompatibles
Este punto es más importante de lo que parece. En residuos peligrosos, usar el absorbente equivocado o mezclar con otros restos puede generar:
- Reacciones peligrosas
- Gases
- Aumento de temperatura
- Empeoramiento del riesgo
Si existe duda sobre compatibilidad, se debe actuar con máxima prudencia y priorizar la seguridad.
Protección del personal y equipos de seguridad
Un error común es pensar que “por ser un derrame pequeño” no hace falta protección. La exposición no depende solo del tamaño, sino de la sustancia.
EPIs adecuados según el riesgo
El personal que interviene debe usar EPIs ajustados al riesgo real:
- Guantes adecuados al químico
- Protección ocular y facial si hay riesgo de salpicadura
- Mascarilla o protección respiratoria si hay vapores
- Ropa y calzado de seguridad resistentes a químicos cuando aplique
Si no se dispone de EPIs adecuados, no se debe intervenir de forma directa.
Ventilación y control de atmósferas
En derrames de volátiles o disolventes, el riesgo puede venir por vapores. En esos casos, se debe:
- Ventilar de forma controlada si es posible
- Evitar chispas y fuentes de ignición
- Limitar la intervención al personal imprescindible
La clave aquí es no convertir un derrame en una emergencia de salud.
Recogida y limpieza del derrame con criterio de residuo secundario
Una vez contenida la expansión, llega la recogida. Y aquí hay un detalle que muchas plantas pasan por alto: la limpieza genera nuevos residuos, a menudo peligrosos.
Absorción y recogida del material derramado
En derrames líquidos, la limpieza suele incluir:
- Absorbentes específicos
- Material de barrera saturado
- Recogida mecánica en caso de lodos o pastas
Todo lo que entra en contacto con el residuo puede convertirse en residuo peligroso.
Embalaje correcto de los residuos generados
Los residuos secundarios típicos son:
- Absorbentes contaminados
- Trapos y EPIs desechables contaminados
- Suelos o material de barrera impregnado
- Envases dañados o con restos
Estos residuos deben depositarse en envases adecuados, cerrados, etiquetados y segregados. Es decir: no se limpian “para que desaparezca”, se limpian “para controlarlo y gestionarlo bien”.
Etiquetado y trazabilidad desde el momento cero
El orden documental se construye desde el primer momento. Cuando se etiqueta y se separa correctamente:
- Se reduce el riesgo de mezcla
- Se evita confusión en retirada
- Se facilita el destino correcto
- Se previenen incidencias
Esto conecta directamente con una buena gestión de residuos peligrosos, porque el circuito no termina con la recogida, termina cuando el residuo está gestionado con garantías.
Qué hacer con el envase o equipo que provocó el derrame
Si el derrame viene de un bidón, depósito, tubería o contenedor, hay que tratar la causa para evitar repetición.
Retirar el envase dañado del circuito normal
Si el envase está comprometido:
- No debe volver a zona de almacenamiento general
- Se debe aislar y contener el posible goteo
- Se debe evaluar si puede trasvasarse a un envase seguro
En muchos casos, el propio envase termina siendo residuo.
Revisar almacenamiento y compatibilidades
Un derrame suele ser síntoma de:
- Apilado incorrecto
- Falta de cubetos o contención secundaria
- Deterioro de envases por exposición
- Mezcla de incompatibles en un mismo punto
Si tu planta maneja múltiples fracciones peligrosas, conviene revisar el sistema de acopio y no tratarlo como “un rincón”. Cuando el diseño del almacenamiento falla, el derrame es solo la consecuencia visible.
Registro interno del incidente y análisis de causa
Para convertir un incidente en mejora, hay que registrar y analizar. El objetivo no es burocracia. El objetivo es evitar el siguiente derrame
Qué datos conviene registrar
Un registro útil suele incluir:
- Fecha y hora
- Ubicación exacta
- Residuo implicado y referencia interna
- Causa probable del derrame
- Volumen estimado
- Personal interviniente
- Medidas tomadas de contención y limpieza
- Residuos secundarios generados
- Acciones correctivas y preventivas
El registro es clave para auditorías internas, revisiones de PRL y trazabilidad.
Determinar causa raíz y medidas preventivas
Algunas medidas preventivas típicas:
- Mejorar contención secundaria en almacenamiento
- Cambiar envases o formato de manipulación
- Reforzar señalización y segregación
- Formar a personal en actuación ante derrames
- Ajustar frecuencia de retirada para evitar saturación
Aquí se enlaza con una gestión completa donde logística, contenedores y retiradas se diseñan con sentido. En escenarios donde la planta maneja varias fracciones y necesita estabilidad, es habitual apoyar parte de la operativa en un servicio adecuado de suministro de contenedores y cubas para evitar acopios improvisados y mezclas que elevan el riesgo.
Errores comunes ante derrames de residuos peligrosos
Evitar errores es tan importante como saber actuar. Estos son fallos típicos que convierten un incidente controlable en un problema serio:
- Limpiar sin identificar el residuo
- Intervenir sin EPIs adecuados
- Permitir que el derrame llegue a desagües
- Usar absorbentes o materiales incompatibles
- Mezclar residuos secundarios con otras fracciones
- No etiquetar ni registrar lo generado
- Devolver un envase dañado al almacenamiento normal
Muchos de estos errores nacen de un mismo origen: falta de sistema. Por eso, entender el riesgo ayuda a prevenirlo, y aquí es útil reforzar el conocimiento con cuáles son los riesgos de los residuos peligrosos.
Cómo reducir la probabilidad de derrames en planta
Responder bien a un derrame es imprescindible, pero lo realmente competitivo es que ocurra lo mínimo posible.
Diseñar un almacenamiento robusto y segregado
Las medidas que más reducen derrames suelen ser:
- Contención secundaria (cubetos, bandejas)
- Segregación por compatibilidades
- Envases en buen estado y rotación adecuada
- Zonas de manipulación con protección y orden
Separación clara y circuitos definidos
Separar bien no es solo un tema ambiental. Es un tema de seguridad. Cuanto menos mezcla exista:
- Menos reacciones inesperadas
- Menos confusión del personal
- Más trazabilidad
- Menos incidencias en retirada
Retiradas planificadas para evitar saturación
Cuando el acopio se desborda, el riesgo crece. Ajustar frecuencia y logística ayuda a mantener el control. Este punto conecta con el circuito completo de gestión de residuos peligrosos y con la correcta clasificación mediante código LER, porque no se trata de “sacar residuos”, se trata de hacerlo de forma segura y trazable.
Qué papel juega la correcta clasificación en la respuesta a incidentes
En un derrame, el tiempo es oro. Pero el tiempo se pierde cuando nadie sabe exactamente qué es lo derramado, cómo se clasifica y qué circuito le corresponde.
Cuando la planta trabaja con clasificación clara:
- El equipo identifica rápido el residuo
- Se aplican medidas compatibles
- Se etiquetan residuos secundarios correctamente
- Se evita mezclar fracciones
- Se reduce riesgo de incidentes encadenados
Por eso, además de protocolos, conviene reforzar la base técnica con qué es el código LER y con la diferencia entre tipologías mediante residuos peligrosos y no peligrosos.
Checklist operativo para actuación inmediata
Este bloque sirve como recordatorio rápido, pensado para planta:
- Aislar el área y evitar accesos
- Identificar el residuo y su riesgo principal
- Proteger desagües y puntos de drenaje
- Contener el derrame con barreras adecuadas
- Intervenir solo con EPIs compatibles
- Absorber y recoger sin mezclar fracciones
- Embalar y etiquetar residuos secundarios
- Registrar el incidente y definir medidas preventivas
- Revisar envase/equipo causante y corregir el origen del fallo
Un derrame puede ocurrir incluso en plantas bien gestionadas. Pero una planta competitiva se distingue por cómo responde: con seguridad, orden, trazabilidad y mejora continua.