El almacenamiento temporal de residuos peligrosos es uno de los puntos más sensibles dentro de la gestión ambiental y operativa de cualquier empresa que genere este tipo de residuos. No solo porque implica riesgo directo para personas e instalaciones, sino porque un fallo aquí suele terminar en incidencias, costes extra, problemas documentales y pérdida de control del circuito.
Cuando el almacenamiento temporal está bien diseñado, la empresa gana estabilidad: el residuo se mantiene segregado, identificado, contenido y listo para su retirada con trazabilidad. Cuando está mal planteado, el almacenamiento se convierte en un “rincón de acumulación” donde aparece mezcla, saturación, derrames y decisiones improvisadas.
En este artículo vamos a desarrollar cómo debe enfocarse el almacenamiento temporal de residuos peligrosos, qué criterios prácticos se aplican en planta y cómo conectarlo con un circuito profesional de gestión de residuos peligrosos.
Por qué el almacenamiento temporal es un punto crítico en residuos peligrosos
En residuos peligrosos, el almacenamiento no es un “paso intermedio” sin importancia. Es una etapa donde el residuo permanece en tus instalaciones y, por tanto, el riesgo está dentro de tu perímetro.
Los principales motivos por los que este punto es crítico son:
- Posibilidad de derrames o fugas durante el acopio
- Riesgo de exposición del personal por vapores, contacto o salpicaduras
- Riesgo de reacciones químicas por almacenamiento conjunto de incompatibles
- Riesgo de incendio en fracciones inflamables
- Generación de residuos secundarios por limpieza o manipulación
- Impacto en trazabilidad y documentación si no hay control
Por eso, antes de diseñar un almacenamiento, conviene dominar la base: qué es residuo peligroso y qué no lo es, porque la forma de almacenarlo cambia completamente. Aquí es útil repasar las diferencias entre residuos peligrosos y no peligrosos.
Qué se considera almacenamiento temporal en una empresa
El almacenamiento temporal es el acopio del residuo en el lugar de generación, dentro de la empresa, hasta que se realiza la retirada y traslado hacia su destino autorizado. En la práctica, suele estar compuesto por:
- Un punto o zona de acopio principal
- Recipientes o envases homologados
- Sistemas de contención secundaria
- Señalización y segregación por fracciones
- Un control documental asociado
La palabra clave aquí es “temporal”, pero temporal no significa improvisado. Significa que existe un circuito planificado y un control continuo.
Clasificación y trazabilidad, la base antes de mover un solo bidón
Muchas empresas intentan ordenar el almacenamiento comprando contenedores o habilitando un cuarto. Pero si no está clara la clasificación, el cuarto se convierte en un caos más limpio.
Código LER como punto de partida operativo
El almacenamiento debe partir de una idea sencilla: cada residuo debe estar identificado y trazado. Y para eso, la clasificación es fundamental.
Trabajar bien desde el inicio con el código LER y cómo se clasifican los residuos permite:
- Definir si el residuo es peligroso o no peligroso
- Asignar el envase adecuado
- Determinar compatibilidades y segregación
- Evitar mezclas que generan rechazos y sobrecostes
- Mantener documentación clara para retirada
Cuando el residuo está mal clasificado, el almacenamiento temporal se convierte en un riesgo permanente.
Principios esenciales del almacenamiento temporal de residuos peligrosos
Aunque cada planta es distinta, hay principios que funcionan como columna vertebral del almacenamiento seguro y eficiente.
Segregación por compatibilidades y tipología
No se deben almacenar juntos residuos que puedan reaccionar entre sí. Más allá de la etiqueta “peligroso”, importa la naturaleza:
- Corrosivos
- Inflamables
- Tóxicos
- Reactivos
- Residuos con metales pesados
- Residuos con disolventes
- Absorbentes contaminados
- Envases con restos
Una segregación correcta reduce el riesgo de reacciones y facilita la retirada, porque cada fracción mantiene su circuito.
Envases adecuados y en buen estado
El envase es tu primera barrera. El residuo no está “almacenado”, está “contenido”. Por tanto, es esencial:
- Usar envases adecuados a la naturaleza del residuo
- Evitar envases deteriorados, hinchados o con cierres defectuosos
- Asegurar tapas y sistemas de cierre
- Minimizar trasvases innecesarios
En planta, muchos incidentes nacen de envases mal seleccionados o reutilizados sin criterio.
Contención secundaria como seguro ante fallos
La contención secundaria (cubetos, bandejas, suelos impermeables con retención) es lo que evita que un fallo de envase se convierta en un derrame mayor.
Su función práctica:
- Contener fugas
- Evitar que el residuo llegue a desagües
- Facilitar la limpieza controlada
- Reducir el impacto ambiental y operativo
Este punto conecta directamente con la prevención de incidentes como derrames y fugas, que en residuos peligrosos tienen impacto inmediato.
Señalización, orden visual y acceso controlado
Una zona de almacenamiento que no es clara, no es segura. La señalización y el orden visual aportan control real:
- Cartelería y señalización de riesgo
- Delimitación física de zonas por fracción
- Accesos restringidos
- Pasillos libres y zonas de maniobra seguras
El objetivo es que cualquier persona autorizada entienda la zona “de un vistazo”
Logística de contenedores y retiradas, el error más común es saturar
Muchos problemas nacen de saturación. Cuando el acopio se llena, aparecen malas prácticas:
- Envases fuera de zona
- Apilados inseguros
- Mezclas por falta de espacio
- Manipulación apresurada
- Residuos en lugares no preparados
Una gestión madura dimensiona el almacenamiento según el ritmo de generación y apoya la operativa con logística adecuada.
En empresas con generación continua, es habitual estructurar el acopio con un sistema estable de suministro de contenedores y cubas, porque el tipo de recipiente y su rotación determina si el almacenamiento temporal se mantiene controlado o se desborda.
Documentación interna y control del almacenamiento temporal
El almacenamiento temporal no es solo físico. También es documental. Sin documentación, no hay trazabilidad y el residuo “se desordena” aunque esté en un cuarto limpio.
Un control básico debería contemplar:
- Identificación del residuo (referencia interna y LER)
- Fecha de inicio de acopio por envase
- Responsable del área
- Estado del envase y revisiones visuales
- Incidencias registradas (goteos, deterioros, fugas)
- Registro de retiradas y movimientos
Esto no solo ayuda al cumplimiento, también reduce errores y mejora la eficiencia interna.
Riesgos frecuentes en el almacenamiento temporal y cómo evitarlos
Conocer riesgos típicos ayuda a diseñar mejor el sistema.
Mezcla de residuos incompatibles
Suele ocurrir por:
- Falta de segregación
- Rotulación deficiente
- Prisa por liberar espacio
- Personal no formado
La solución real es visual: zonas marcadas por tipología, envases etiquetados y control de acceso.
Envases dañados por manipulación o apilado
Apilar sin criterio puede provocar:
- Deformaciones
- Roturas
- Pérdidas lentas (goteo)
- Derrames al moverlos
Reducir apilado, usar palets adecuados y mantener pasillos despejados disminuye el riesgo.
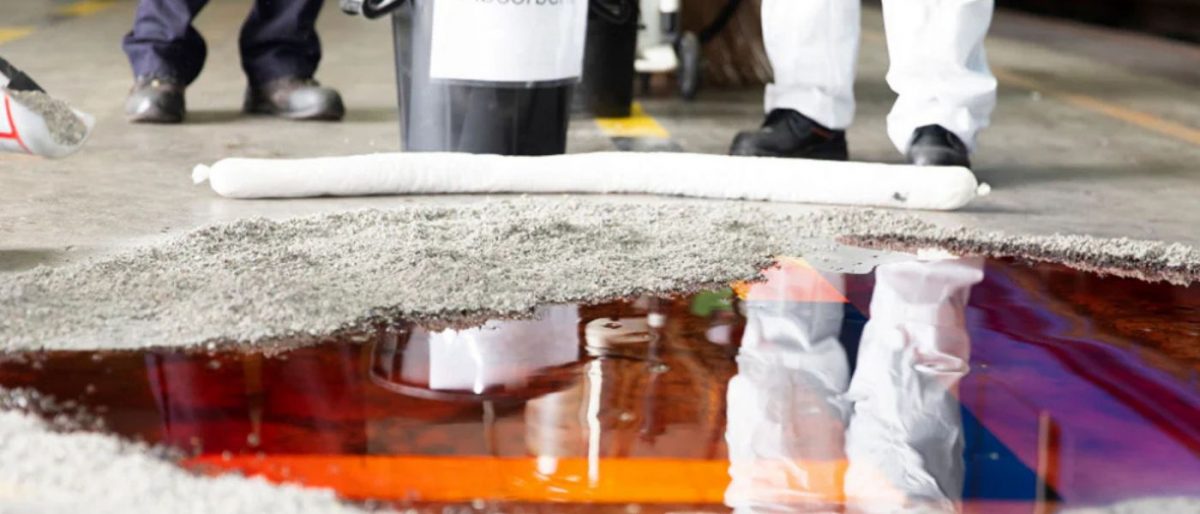
Absorbentes y residuos secundarios sin circuito propio
Después de limpiezas o pequeñas fugas aparecen absorbentes contaminados. Si no tienen su recipiente y su etiqueta, terminan mezclados.
Estos residuos deben considerarse parte del circuito de peligrosos y gestionarse dentro de gestión de residuos peligrosos.
Falta de respuesta ante incidentes pequeños
Una “fuga pequeña” que se ignora se convierte en problema. Tener un protocolo interno para actuaciones rápidas evita que se acumule riesgo.
Si tu empresa quiere reforzar esta parte, puede ser útil complementar con una lectura sobre cuáles son los riesgos de los residuos peligroso
Diferenciar claramente peligrosos y no peligrosos dentro de la planta
En muchas empresas hay un fallo recurrente: se almacena todo junto “porque se retira igual”. Eso es un error de base.
Los peligrosos requieren:
- Segregación más estricta
- Contención secundaria
- Control de compatibilidades
- Trazabilidad reforzada
- Mayor control de acceso
Los no peligrosos permiten un circuito más flexible, pero también necesitan separación si se quiere eficiencia y evitar mezclas. En caso de tener ambos circuitos, conviene mantener separadas las rutas operativas y entender bien las diferencias entre residuos peligrosos y no peligrosos.
Almacenamiento temporal y competitividad operativa
Aunque parezca un tema de cumplimiento, el almacenamiento temporal tiene impacto directo en competitividad:
- Reduce paradas por incidencias
- Reduce pérdidas por mezclas y rechazos
- Mejora tiempos internos y orden en planta
- Facilita auditorías y homologaciones
- Disminuye riesgos y costes asociados a accidentes
Una zona de almacenamiento bien diseñada es una señal de operación robusta. Y en entornos industriales, esa robustez se nota y se valora.
Buenas prácticas rápidas para mantener el almacenamiento bajo control
Para cerrar con ideas aplicables, estas prácticas suelen marcar la diferencia:
- Mantener envases siempre etiquetados y cerrados
- Separar fracciones por compatibilidades
- Revisar visualmente envases de forma periódica
- Evitar saturación ajustando logística y retiradas
- No permitir residuos “sin sitio” fuera de zona
- Tener absorbentes y elementos de contención disponibles
- Registrar incidencias y corregir causas, no solo limpiar efectos
- Basar todo el circuito en clasificación clara y trazabilidad con código LER
Un almacenamiento temporal seguro no se consigue con una estantería y un cuarto. Se consigue con un sistema: clasificación correcta, segregación, contención, logística y trazabilidad. Y cuando ese sistema existe, la gestión de residuos peligrosos deja de ser un foco de riesgo y se convierte en un proceso controlado.